到flickr相簿
這次嘗試製作矽膠模使用真空機來脫泡。最後完成一個1/48的人形。
還是有點失敗,我太急了!
沒等矽膠完全硬化,我就急著開始拆模,最後導致割開的缺口參差不齊。
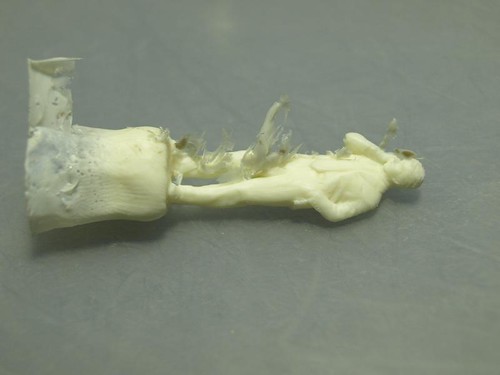
於是最後灌入樹脂後出現這樣的火焰纏身的樣子。
先跟大家抱歉,這次照片也不多。
原因是還在試用階段,po的太詳細會怕大家誤以為是正常的做法。
各位當參考就好,也請各位前輩多給我指正。
先補充一下機器方面的改進。
我想出了這樣的點子,用強力磁鐵固定塑膠袋在內壁防範噴濺。
快速方便是主要考量,我既粗心又沒耐性,作業手續越簡單越好。
到無印良品買了一個背面有磁鐵的小時鐘。
想法是這樣可以將時鐘吸附在方便同時觀查內部狀況的位子上。
但原來的磁鐵吸附力不足,很容易被碰掉,索性在後面追加了兩個強力磁鐵來補強。
在B&Q買了一個14吋抽排風機,自己DIY裝起來。真是便宜到不行的東西,品質也還OK。
順便把真空機的排氣管也拉到風扇上。
這次的最佳男主角。但實既上卻是被拿來作人體實驗的對象。理由是是他體積嬌小,萬一失敗材料損失會比較小。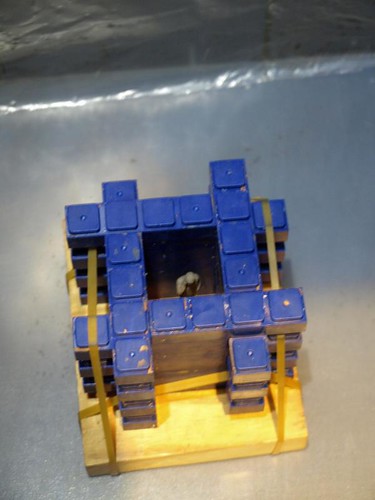
顧著講電話,都被關起來了,居然還渾然不知。
之後的過程太過殘暴,不便曝光。
但大家應該猜得出後來發生什麼事,就是被活活灌漿啦!
灌漿使用的是矽膠(高張力型的),在灌之前有事先抽過一次真空(已經加入硬化劑攪拌均勻),然後再倒入模具內。
之後再抽一次真空。
矽膠可作業時間比較長,抽兩次還OK,還不至於會開始凝固。
抽氣前周圍的版模要再加高,因為矽膠在真空中會鼓脹的很厲害。
最好是加高一倍以上。(來自前輩的建議)
但這次我沒有加那麼高,導致抽得不是很盡興。(不聽話的下場)
因為怕矽膠冒出來太多,所以在滿到邊緣時就開始放空氣進去了。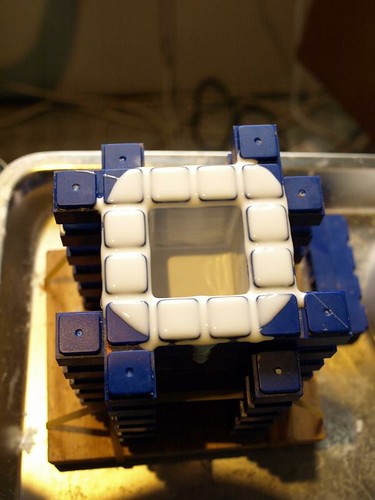
矽膠最後會塌陷回去。這是完成抽氣的樣子。中間可以看到矽膠下降後的位子。
在版模邊緣有一圈矽膠膨脹後留下的痕跡。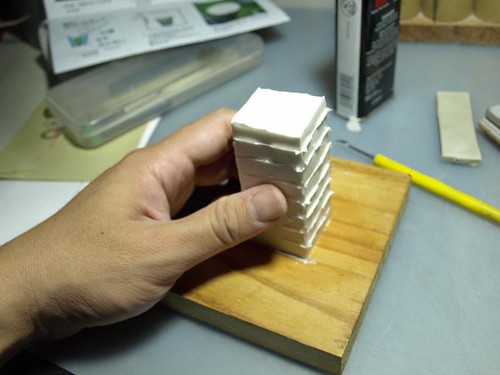
拆模過早!很奇怪,最上面的矽膠那時已經是完全凝固,摸起來很堅實的感覺。
在過去的經驗裡,裡面也應該是一致的程度。但拆開才發現下面還軟呼呼的。
這時離灌漿的時刻大概有6小時。這是一般正常的凝固時間。
但也有人說要放上一天再拆,等矽膠完全“熟化"後再拆會比較好。
顯然耐心是成功的重要關鍵之一。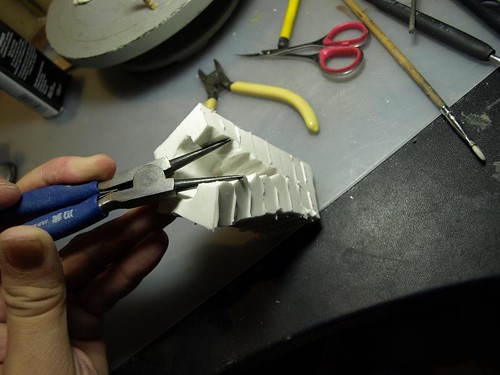
首次用切割的方式取模。用之字形切法。但下刀時欠考慮,剛好切到重要部位。
由於矽膠還軟軟的,切割的刀口有點爛掉,留下很大縫隙。灌樹脂後留下明顯痕跡。
這裡可以清楚看到切割的路徑。差點切到XX,往上還正中拿手機的那隻手。
去除底部灌漿的湯口。將來還要到過來再翻一次,這樣就不用每次都來鋸這裡。
所以這不會是最後的模子,最後的版本會是從頭頂灌入。這次是因為塑形時腳落在地上會比較好做。
去除湯口之後,修整腳底到可以站立的狀態。以後再翻出來的就是不用修腳底就可以站得住的版本了。
可憐的精雕油土原型,被強力拔出矽膠模後呈現支解狀態。而出竅的靈魂居然還繼續在講電話。
2009年3月11日 星期三
真空機試用(2)--灌矽膠模+灌樹脂
訂閱:
張貼留言 (Atom)
13 則留言:
您好,我是師大的學生,因為系上課程的需要,所以會做矽膠模後灌入保利膠(或是)來完成作品。系上有一台真空機,但是會使用它的老師已經退休了,所以製造過程一直有點問題,今天逛到您的Blog,發現內容跟我們的需要很貼切,您也講解的很詳細,所以想向您請叫還有哪些地方可以獲得此方面相關的資訊呢?謝謝~
本文開始我有先警告大家,如有不良後果,本人不負責。
訣竅可能要自己試驗摸索一下,抽氣時間可能會因矽膠和樹脂種類不同而有變化。模具設計也是學問,似乎不是透過網路能函授的。
既然是學校單位,不妨可以請老師幫忙或自行跟製模工廠接洽參觀事宜。請比較有經驗的師父當面傳授要訣。這樣或許會好一點吧!
我是因為懶,所以沒有去請教師父,自己在家裡亂試。
抽氣過程可能要看影片比較清楚,我怕手忙腳亂,所以沒有拍影片。
你可以試試youtube搜尋有關真空機或molding的影片。
請問您這台機器跑起來旁邊的真空表最高可指到多少?
kic您好
使用時多半要盯著內部狀況,是依據沸騰時間的長短來判斷。所以也沒空看真空表。
剛剛算了一下,30秒達到70cm/Hg位置。一分鐘內就接近破錶狀態。表上最後是76cm/Hg。 繼續抽下去,指針就一直停在那裡,所以能究竟能抽到多少,我也不知道。我是覺得已經超出表的範圍了。
真空幫浦是ULVAC的D-650K。一分鐘抽640升。
希望 對您有幫助。您也是在做原型嗎?
呃!30秒達到70cm/Hg粗真空,一分鐘才接近76cm/hg似乎有點慢,hi-cast開始的膠化時間夏天只有兩分鐘,前面混合,攪拌,灌注的動作就要將近40秒到一分鐘,真會手忙腳亂,至於破表是不可能的,760cm/hg是絕對真空,世界上還沒有一台真空設備可以達成,750.99已經很了不得了,給您參考.
kic您好
感謝您提供有關真空機的寶貴知識。
小弟老是不求甚解,所以經常會鬧笑話。
如果這個機器不夠好,想請教一下我是不是該把它換掉呢?又多少秒達到粗真空才夠標準?這樣我下次買機器時才知道要如何挑選。機器配的馬達是二手中國製品,是不是因此馬力不夠啊?換好一點的馬達不知有沒有幫助?
您的問題我很盡力回答了,如果您想知道的是最後是75.多少,我真的不清楚。我只能根據實際的狀況回答。你也看到那個表了,不是甚麼精密儀器。2cm/Hg一個刻度,所以也沒有辦法知道最後是75.多少cm/Hg,這個表連1cm/Hg的差異都無法判讀。加上我不瞭解甚麼是絕對真空。所以我只能想像是指針在接近末端不動就是頂到底了。
不好意思,想再向請較您一些蠢問題,因為離我最近的一堂物理課約是在27年前了!況且我當時的成績真的很差。
76cm/Hg和你說的絕對真空"760cm/hg"是不是有十倍的差距啊?也就是說這個表只能測十分之一的真空嘍!是這樣嗎?
您也是使用Hei-cast嗎?也是在做公仔類的嗎?您似乎是很有經驗的高手啊!很希望能和您多多認識。
抱歉打錯了,是760mm/hg.
速度慢可能非關機器良窳,只是因使用目的不同而有不同的效能要求,抽矽模及環氧樹脂可以慢慢來,hi-cast可有時間的急迫性,空氣尚未排空樹脂就硬化了,您覺得結果會是如何?
問題應是當初幫你組裝的廠商沒有切合你的需求來計算排氣速度,匹配不良導致.建議改善之道1.先檢查有無漏氣2.縮小真空桶或換更高排氣量的幫浦.
我不是高手,不少真空知識得至於新莊的加安幫浦.
kic君
非常感謝您的無私分享,讓我對真空機有更進一部的認識。
1.我這台真空機的門的確會漏氣,因為氣密條是我重新作的,是泡綿材質,抽真空放個一兩個小時就會發現明顯有漏氣的現象。這是第一個可以改善的部份。
2.要是效果還是不理想,我想放些磚頭進去試試看,縮小真空室的體積。
3.如果上述兩個方法都不能奏效,那我就要考慮換機器了!
三奇真空企業社雖像是鐵工師傅開的店,但應不至於會欠缺搭配上的經驗。是我自己沒有跟師傅說清楚我要幾秒內達到粗真空。我只有告訴師傅我要抽矽膠和樹脂(一般稱樹脂會認為就是寶力膠)。我當時並不知道寶力膠和Hei-cast有不同的要求。或許我應該講清楚我要用的樹脂是180秒的Hei-cast,這樣師傅就會做出正確的匹配。
因為Hei-cast 算是比較新的材料,連我自己對這個材料都很陌生了,更遑論還可以去跟師傅描述這種材料的特性了!
當時很單純以為真空機應該差不多吧!完全不會去想到Hei-cast需要有更強力的真空抽氣能力。你可以從我的po文中發現,我第一次看到低溫沸騰的 Hei-cast有多驚訝。
其實蜥蜴前輩也有介紹我一家在新莊的廠家,但感覺是做大型機器的,網站沒有介紹小型機器,也沒有公開的價目。我臉皮薄,對要做的東西也不清楚,實在是不知如何跟廠家開口。
在購買之前,我也是在網上找很久的資料,但始終無法得到清楚的答案。去找人示範教學又覺得會給人家添麻煩,臉皮薄的我最後只好靠自己來嘗試錯誤!只希望我這些錯誤的示範,也可以幫到後來的人。
專門用來做藝品翻模的真空機資訊真的不多,除非拜師學藝過,不然根本沒有機會接觸到。真希望各廠家和使用者能多交流分享經驗。
不知kic兄是否能再多提供一些相關的訊息,省得我們這些新手多走冤望路。現在文創產業正在萌芽,相信有很多人想入行創業卻苦無學習的門路。若能造福大家,就實在是功德無量啊!
比如說正確的Hei-cast抽氣過程應該是如何?可以完全排空Hei-cast的氣體嗎?
可能是我的機器不夠力,我還沒有見過Hei-cast被抽到沒有氣泡的狀態。我都必須在Hei-cast開始硬化之前,就開氣閥解除真空狀態,讓Hei-cast停止在模具的上半部沸騰,並流回模具之內。
是不是下次在選購真空機之前,最好先拿Hei-cast去試一下機器會比較保險,看它是否能在30秒或更短的時間內將Hei-cast抽到看不到氣泡。
有請kic大解惑了!感謝!
果然是氣密的問題,一般窗戶用的氣密條太軟了不行的,去找橡膠條吧,找的到矽膠條更好.
剛剛看了一下您也有跟薄荷貓前輩聊過,您沒有繼續跟他請益很可惜,DIY這方面的知識及創意發想他很鬼才,找工作素材也很厲害,我只懂原理沒有設備,實際操作經驗您還是要去請教他吧.只不過他跟人交流很憑感覺,給他奇蒙子好就傾囊相授,若感覺不對你纏著他也只會告訴你大概,一些關鍵的眉角他就不會透露.
kic您好
感謝您替我隔空抓藥,我會儘快改善門的氣密度。只不過在目前我還是不敢斷言只有氣密上的問題,也有可能是幫浦力道匹配不足。總之一切要做了才能知道答案。
薄荷貓前輩的確是鬼才,各種工具與材料的物理、化學性質都能仔細研究,作品的藝術水準也是沒話說,當然是值得我們好好學習!
您跟薄荷貓前輩很熟嗎?我怎們看不出薄荷貓前輩有甚麼怪脾氣。他能無私地在部落格跟大家分享經驗,已經是罕見的大方了!畢竟這真是完全無償的付出啊!如果少了這樣的人,大家不知又要走多少冤枉路。
他寫部落格也是很花心血的,我們都應該心存感激,況且他還很仔細地回答網友們的提問。只是有些問題,我覺得實在是有點難以回答,我想這不是薄荷貓前輩的錯。
我想誰也沒有權力要求前輩們一定要告訴我們甚麼吧!只要能得到一丁點的提示,都要感激萬分。畢竟我自己實在沒有甚麼東西可以回饋給前輩們。
我遇到的前輩們像是蜥蜴大、J大、sun大和德川先生,都是很慷慨、知無不言,還隨時提供資料給我,實在是令人感動。
有很多東西不是能用語言傳達的。如果誤會人家是在藏私或是對你有意見,那可不太好。技術性的行業之所以需要靠“學師仔”來傳承,就是有很多東西在目前還無法轉換成文字。要求前輩們達成網路傳授,也實在是太強人所難。畢竟通常前輩們的專精是在技藝方面,而不是在做教材啊!
在使用真空機前,我有打電話去請蜥蜴前輩函授,即使蜥蜴前輩在電話中已經盡力描述了會遇到的狀況,但我直到實際下去做之後,我才明白蜥蜴前輩說的東西。不是因為蜥蜴前輩表達能力不好,而是有很多部份實在是難以用言語形容。蜥蜴前輩說要先大概抽多少秒然後再放氣進去,讓樹脂可以回流進模具裡等等,這些事情在做之前我跟本不能理解。但直到我失敗很多次後,我才明白這些動作是在控制些甚麼。
雖然漸漸瞭解原理,但實際操作又是另一回是,不同的模具也是個很大的變數,大小、形狀都會有所影響,不是一個固定的操作數值可以涵蓋所有的狀況。蜥蜴前輩也有強調一切都是要視情狀況而定。
真空室為甚麼要有觀察窗?因為抽真空不只是關上門、按開關、算時間,放空氣進去,然後打開門取出物品而已。觀察窗是有它存在的理由的。同時,進氣閥門的位置也需要有合理的安排。這是因為解除真空的時機很重要,進氣閥門必須要放在操作者能同時能觀察內部情形,同時也能方便操作的地方。
三奇的師傅有跟我談到進氣閥門的位置,可我當時還真是丈二金剛摸不著頭腦,不知師傅為甚麼要問這樣的問題。經過師傅的提點後,我跟據自己的身材,判斷出方便操作的高度,再經過師傅專業上的複查,看這個位置會不會影響到內部氣流方向後,最後才決定放在那個位置。在此之前,我還以為進氣筏只是用來平衡壓力以利艙門打開用的。實在是不會知到進氣閥門還扮演著這麼關鍵的角色。
據我目前的理解是,灌Hei-cast時 ,判斷放空氣進去的時機會比真空室的密閉度或最後能抽到75.多少cm/Hg等問題更加重要。所以我才會忽視你所在意的那些部份,而沒有去進行改善。
蜥蜴前輩是告訴我不是抽到多少cm/Hg之後就停可以止抽氣,而是要在放空氣進去之前要一直持續抽氣。因為Hei-cast一旦開始沸騰,表示它正在不斷釋出出氣體,所以要機器不能停止運轉,才能持續保有高真空度。在真空裡,樹脂在硬化之前會一直處在沸騰的狀態,如不解除真空,樹脂就會以沸騰的形狀硬化,變成一沱硬泡泡。
所以要在樹脂還保有高流動性的時候就要先解除真空狀態,讓樹脂停止在表面沸騰,可以迅速流回模具之內。如晚一步解除真空,樹脂會還來不及流回模具就已經在外面硬化,這將造成模具內產生空洞。
解除真空時,原本冒泡沸騰的樹脂會變回清透的液體。因沸騰作用出現的氣泡也會縮小消失不見,這是因為大氣壓力會把殘存的一些氣泡加壓融回到液體裡。雖然最後表面多少會殘存一些小泡泡,但在下面是非常乾淨的。切開抽真空處理過的模件,會發現裡面是其實是密實沒有氣泡的。
使用真空機灌Hei-cast這樣的樹脂,湯口要夠大,除了可以大幅縮短灌注時間,同時也給了樹脂沸騰足夠的空間。裡面的通道也要做得夠大、夠順暢,才能讓樹脂能快速吞吐。由於上部難免還是會殘留小泡泡,所以模具的設計要保留空間容納這些的殘存氣泡,讓氣泡有地方可以去,不至於會堆積在主模中。
放氣體進去時也有要注意的地方,快慢速度也是要稍微控制一下。而不是一下子氣閥全開讓氣體一股腦衝入。
我雖然可以在這裡轉述這些前輩們的經驗(不知大家有沒有辦法完全理解?因為轉述多少會不準),但目前我也還未能做出成功的模具。在這個案例裡,要學到好,實際的操作經驗恐怕比理論更形重要!
蜥蜴前輩看我一直失敗,還安慰我說只要多做自然就會了!是的,我還需要很多、很多、很多 ..................的練習。
歐!別誤會,我不是說薄荷貓前輩有甚麼怪脾氣,而是說他平常是蠻文靜的人,但是話一投機就會變的很Hi很熱心,並沒有貶的意思,有時薄荷貓前輩要翻大件物品時會來我們公司借真空注型機,也詢問一些公仔可以運用的新素材,這樣不曉得這樣算不算熟?
其實您的製程都是正確的,一般液體都會含氣體分子,密度如水在抽真空也也是一樣會沸騰,PU兩劑在混合下先大泡泡就是殘留的氣體分子加水氣造成的,之後沉降為小泡泡才是PU本身熱硬化作用產生的化學氣體,真空度充足的話硬化後成品還有氣泡也是這樣造成的,解決辦法就是在可能的時限下儘量抽久一點或抽兩次,三次,所以在真空環境下時間的長短也很重要,所以我才會關心你的真空有多快.昂貴的機器就是要簡化操作過程以減輕人工程序才是物盡其用發揮價值.您參考看看.
kic大
不好意思,跟你說了那麼多的廢話。您應該是專家中的專家,我根本就不需要在這裡贅述這些灌模的基本常識。班門弄斧的下場只有自取其辱。
依您的叮囑,我實在是不該亂花錢買機器,買來之後又沒有好好地照顧它,還讓您麼操心,實在是很抱歉!
遲鈍的我之前一直沒搞懂,直到現在我才稍稍明白,原來您來訪的目的是要來告訴我其實我一點也不懂真空機。和教訓晚輩我不該亂花錢!而我居然還自顧自在那裡對資深的您念起經來。
我對於跟人爭長短沒有絲毫的興趣,我只想把事情盡力做好。但我也有可能會做不好,而別人卻做得很好,然而這又有什麼關係呢?別人可以做得更好,我也是會很高興,最重要的是有好的事情被成就了!既然是好的事情,由誰來完成不都是一樣?同時成功如果沒有眾人來分享,是不是也是很遺憾呢?你如果說你的知識勝過我、公司機器也比我的屌,那會怎樣呢?我會露出極羨慕的表情,給您不斷地拍拍手啊!
您大可一開使就表明您是前輩,而且可以給我很棒的建議,沒有關係的!
這個部落格的主旨是在紀錄我的學習過程,不是在說我的機器多屌,因為我知道一點都不屌。我也沒說過這個機器很屌吧!如果您真的看過我的文章,就會知道我有多懊悔我的決定。但即使是錯誤示範,我還是公開給大家,我ㄧ點也不會不好意思,因為初學者不都是這樣嗎?不犯錯才奇怪呢!只希望錯誤示範會帶給大家一點娛樂,同時也希望不要有人重蹈覆轍。我還更希望有前輩來給我指正呢?不然我都沒有老師教我,學習會很慢。
我不在意人家批評我,只要是合理的,我都會接受。覺得不合理的部份,我會去反省,為甚麼我的看法會和別人的不一樣。像是您很在意真空機的性能,甚至關心到小數點,而我卻完全不當回事,這種情況我就會仔細檢討。有錯的地方,我會尋求改善。我也會很感謝您的關心。有改進自己的機會,何樂而不為呢?
讓我生氣的不是你的專業指導,而是你的態度。我很在意你一開始沒表明身分、來意,只丟下一個奇怪的問題。之後對於我想與您交個朋友的請求也被您忽視。是怎樣,瞧不起我嗎?
現在我很後悔跟您寫這麼多東西,您既不表明來意,也不想交朋友,我又何必多費心思與您對談?您想知道的只是機器性能如何(最好是要比你公司的爛,這樣有沒有比較爽?)
我的機器性能在我文章中您都都可以獲知!又為何要我親自再向你確認一次。是要我表態低頭嗎?這也沒關係,您是前輩怎說都行,我甚至都還沒入行呢!
前輩您好厲害喔!知識豐富真是棒!您公司的機器更是棒!
現在我覺得自己像個傻瓜,以為可以幫別人,卻反倒是被教育了一番(是的,我對不起我自己用血汗掙來來的辛苦錢,我該死,可是錢又不是你賺,你不用這麼緊張吧!)。您隱藏您是前輩的身分,害我應對失據,讓我對著前輩說些ABC入門的廢話,我還真是笨到家了!
另外,我可以告訴你為何我不那麼在意機器要多屌,因為做原型靠的不是真空機!因為爛東西放進最屌的真空機出來也還是原來的那個爛東西!不多也不少!
我還在調整我的生產程序,考量是要自己翻模或是要委外複製。我如果連真空機都沒用過,這決定要如何下?我必須自己進行一次量產的試驗,再看看結果如何。最後如果技術有瓶頸或是不符成本,我也會考慮放棄自製的念頭。
因為要做原型就要很懂真空機?我沒有這樣的堅持。自己做不來,就請別人來做,與現實對抗只有自找罪受,誰說原形師一定要樣樣精通?
如果有一天不想做翻模了,把機器買賣掉就是了。對沒有生命的機器,不需要有那麼多執念。
by the way. 你讓我聯想到注重測試數據的音響迷,他們以為能飛天鑽地,低頻要能強到捲起褲管,高頻高到連蝙蝠都聽不到的音響最屌!。不過一旦聊起音樂,他們就完全提不起勁。
你如果你是專職的翻模技師,我會十分敬佩你的執著。但如果你是原形師,我會勸你多花點時間去接觸藝術、體會人生。只是我現在還不知道你到底是甚麼身分?
為了跟你討論真空機,已經大大壓縮到我做原型的時間了!
真拍勢,我想我這個部落格主人要失格了!因為我沒有辦法好好款待所有來訪的所有客人。
我開始懷疑你不是單純來做客的,而是想來踢館啊!到我這種幼稚園踢館你是一定會贏的啦!可是這樣會有成就感嗎?
樓上的學生雖然還沒入社會,但禮貌已經很周到了,他讓我知道他要做什麼,所以我可以針對它的情況和他對談,雖然我實在幫不上忙,但我們的對話不會失焦。有開始有結束。
至於您,我完全沒轍!
您大可以不必再來測試我的耐性了!我想我根本沒有。
不好意思 我想要請問一下 你灌漿進去的"漿" 是灌什麼啊? 我現在有模了 要灌一個東西出來 之前都是灌石膏 但這次的東西比較小很怕石膏會碎 所以想請問一下 你灌的是什麼 我想試試
張貼留言